
热加工行业论坛是中国铸造行业媒体联盟成员之一,它是热加工行业人员的网上技术交流家园。该论坛以冶炼、铸造、锻压、焊接、热处理、理化检测等相关知识为主,同时辅以机加工、电脑设计等知识,是一个行业技术网站。点击标题下的蓝字“热加工行业论坛”即可免费关注,我们会为您提供铸造、锻造、热处理、焊接方面知识的延伸阅读。
【热坛学习】谈谈灰铸铁、球墨铸铁中的微量杂质元素
在很多场合,常常有人会提到铸铁中微量元素的相关问题,这也是我一直所关注的事情。铸铁中的微量元素能够被区分为:
(1)为了特定目的而加入的微合金化元素;
(2)需加以防范的起负面影响的微量元素。
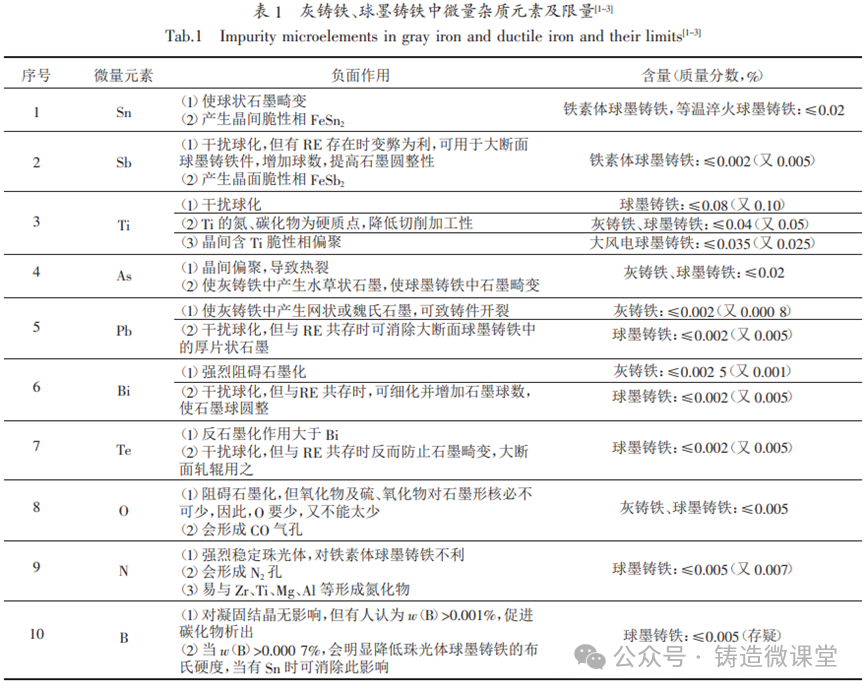
前者的含量处于万分之一的数量级别;后者的含量需要被严格限制,其范围在万分之一至百万分之一之间。上世纪中叶,那些被列为杂质元素或干扰元素的微量元素,在国外得到了较多的研究。从 80 年代开始到现在,我国也有一些相关的研究和报道。目前,大家对于微量元素的负面影响看法较为一致。然而,对于微量元素的作用机制,大家尚有不同的认识。并且,关于微量元素的限量球墨铸铁用废钢的作用,大家也存在出入。笔者根据自己的体会以及所掌握的数据,将相关内容取舍整理在表 1 中,谨供读者参考。
1、关于参考表的说明与补充
表 1 中微量元素的限量是以铸件特征和铸造方法为前提的。比如有球墨铸铁和灰铸铁之分,有薄壁件和厚壁件之分,有砂型铸造和其他铸造之分等。此外,还需考虑微量元素共存时是否会互相产生影响等。
Sn 与铸铁的石墨化没有关联,然而它却是珠光体的形成元素。高强度灰铸铁是以细密的珠光体作为基体的,在这种情况下,Sn 和 Sb 是有效的微合金化元素。但是,对于以铁素体或奥氏体为基体的具有韧性或强韧性的球墨铸铁来说,Sn 和 Sb 是需要避免的。因为它们不仅会增加残余珠光体的量,还会对球化过程产生干扰,并且会产生晶间脆性相。
Cr、Mo、V 是合金灰铸铁以及珠光体球墨铸铁的合金元素。然而,在等温淬火球墨铸铁和低温用球墨铸铁中,它们却需要被加以限制。在《等温淬火球墨铸铁件》标准(GB/-2009)的附录里,Cr、V、Mo 的控制目标值为:w(Cr)的含量,w(V)的含量,w(Mo)的含量都小于等于 0.3%(仅在有需要的时候)。在风电球墨铸铁里,生产者给出推荐:w(Cr),w(V),w(Mo)。由此可知,这两种球墨铸铁件的 Cr、V、Mo 限量存在较大差异。由于近些年 Cr、V、Mo 的限量有继续降低的趋势,所以没有将 Cr、V、Mo 列入表 1 中。
Ti 是备受人们关注的微量元素。因为目的不同,所以限量也不同。为了便于切削加工,w(Ti)的量应被限制在 0.04%(或者 0.05%)以下。Ti 具有直接或间接干扰球化的作用,关于它的限量存在不同的数据,并且曾经还将 Ti 的反球化作用进行了夸大。REMg 球墨铸铁中 Ti 的限量比 Mg 球墨铸铁要宽松些。在合理的残余 RE 量范围内,Ti 的限量与残余 RE 量呈正相关。通常情况下,0.08%的 Ti 不会致使石墨畸变。对于水冷金属型离心球墨铸铁管或薄壁铸件,由于冷却速度快,Ti 的限量可以放宽到 0.1%,甚至 0.12%。厚壁球墨铸铁件,其石墨容易发生畸变,并且铸件的心部是 Ti、P、Mn、Cr、Mo、V 等元素富集的地方,如今 Ti 的控制变得更加严格。对于大兆瓦风电铸件,为了避免早期失效,w(Ti)的含量通常要低于 0.035%,在前几年,风电件生产者会推荐 w(Ti)的含量。在等温淬火球墨铸铁件中,w(Ti)量的控制目标值为……
Al 在 Fe 中的固溶度较大,并且是负偏析元素。在低合金和中合金 Al 铸铁中,Al 能够促进共晶石墨化以及共析石墨化,属于铁素体形成元素。Al 是一种活泼元素,在炉前加入时具有脱 O 和固 N 的作用,孕育剂中少量的 Al 有利于强化孕育。然而,铁液中溶解的 Al 被认为会与铸型中的水分发生界面反应,从而生成 H 导致针孔。正因如此,笔者未将其列入表 1。笔者留意到,在《等温淬火球墨铸铁件》标准的附录里,出现了“控制目标值 w(Al)”这样的内容,但其含义并不明确。
微量元素会共存,例如 Sb 与 RE 共存、Bi 与 RE 共存、Te 与 RE 共存、Pb 与 RE 共存、Ti 与 N 共存,这些共存情况有着有利的加权作用;然而,当 Bi、Te、Pb、As 共存,或者 Ti、Cr、V、Mo 共存,又或者 O、N 以及 S 的含量都比较多的时候,就会加重不利的影响。
2、铸造用高纯生铁
铸铁中的有害微量元素主要源自金属炉料。熔炼期间以及炉内外使用的添加剂、球化剂和孕育剂等,也会带来部分有害元素。废钢是一种较为纯净的炉料,它的非金属夹杂物较少,氧(O)、硫(S)含量低,磷(P)也较少,组织较为细密。不过废钢的品种较为多样,可能还含有铸铁不希望含有的合金元素,应将化学成分分析清楚后,再决定是否可以使用,或者直接选用碳素废钢。
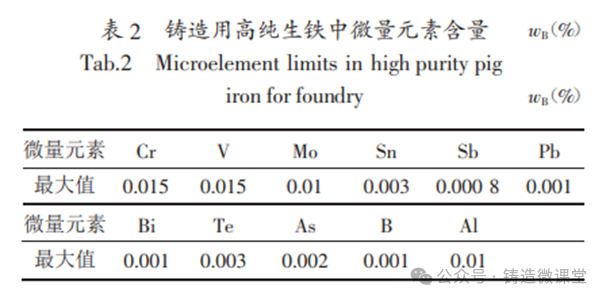
铸造用生铁未对微量元素作出规定,而球墨铸铁用生铁对 w(Ti)量有规定。这两类生铁,无论是在牌号方面,还是在基本元素含量、微量元素控制以及产品一致性和稳定性等诸多方面,都无法满足铸铁件质量和性能不断提升的要求。铸造用高纯生铁是一种 Mn、P、S、Ti 含量较低且特定微量元素含量极低的生铁。《铸造用高纯生铁》标准(JB/-2014)里,关于 11 个微量元素含量的规定在表 2 中呈现。此标准规定这 11 个元素的总和分为两级,其中 1 级是≤0.05%,2 级是>0.05%至 0.07%。同时,该标准对化学成分中的 Ti 规定了两个分级,1 级为≤0.01%,2 级为≤0.03%。表 2 与表 1 进行比较,铸造用高纯生铁里的微量元素含量比铸铁中微量杂质元素的限量要低很多。这样就保障了在重载、动荷的条件下,以及对于大断面大型球墨铸铁件对炉料所提出的苛刻要求。为保证低温球墨铸铁件在低温条件下有足够冲击值,铸造用高纯生铁对 P 的含量有严格规定:w(P)≤0.02%(且≤0.03%)。对 Mn 的含量也有严格规定:w(Mn)≤0.05%(且≤0.15%)。同时,为稳定球化效果、减少球化剂加入量,规定 w(S)≤0.015%(且≤0.020%)。生铁中的w(Si)量亦较球墨铸铁用生铁为低。
我国的高纯生铁是依据相关铸铁件的需求来确定标准的,所以被命名为“铸造用高纯生铁”。当下,有多家企业能够稳定地进行批量生产,且售价较为合理。在重卡领域、风电领域、核电领域、海洋工程领域、高速列车领域、军工领域等,以及增压器等方面的应用中,都获得了优良的成效。中国铸造协会和全国铸造标准化技术委员会对铸造用高纯生铁给予了高度重视。材料强则铸造强。铸造用高纯生铁对于中国梦而言是不可或缺的一部分。可以相信,随着相关铸造高炉企业装备水平的提升以及工艺技术的突破,铸造用高纯生铁的服务将会越来越好。
3、结束语
微量杂质元素对铸铁基体组织和石墨有影响,并且会生成特殊相,通过这些方式显著削弱了铸铁的性能,这是高端铸件所忌讳的。生产高端铸铁件的工厂,应当具备检测微量元素的能力,要严格把控微量杂质元素的含量;应当从源头开始采用优质的炉料,以防病从口入,而使用铸造用高纯生铁是一种明智的做法。
声明:此为钱立先生的文章。其资料来源于 2014 年的《现代铸铁》第 2 期,同时也来源于网络,经整理后进行了分享球墨铸铁用废钢的作用,仅供参考!
以上部分内容由“文心一言”整理拓展,转载请注明出处:https://www.2sg.net.cn//64820.html